Pengecoran logam adalah proses pengerjaan logam yang kompleks dan rumit yang membutuhkan banyak bahan kimia yang tepat dan pelaksanaan yang optimal. Biasa juga disebut proses Casting Iron, Meskipun metode saat ini mungkin relatif baru jika dibandingkan dengan sejarah peradaban manusia, proses casting iron atau cor logam pertama sebenarnya ditemukan pada abad 4000 SM.

Sering kita temui dalam beberapa tempat, bahwa dalam proses nya membutuhkan tenaga ahli, peralatan yang mendukung, dan pastinya kondisi workshop yang aman ( safety ). Beberapa tempat proses pengecoran di indonesia masih jauh di bawah standar safety.
Baca Juga : Macam – macam alat keselamatan
Mari kita simak dulu mengenai sejarahnya sebelum kita masuk ke pembahasan inti kita ya…
Sejarah dan Perjalanan Proses Pengecoran Logam
Di abad ini, emas merupakan logam pertama yang dituangkan karena sifatnya mudah dibentuk. Pada saat itu logam dari perkakas dan dekorasi harus didaur ulang dan digunakan kembali karena sulitnya mendapatkan bijih murni.
Namun, katak tembaga merupakan hasil dari proses pengecoran tertua yang diketahui saat ini. Diperkirakan bahwa hal itu dibuat pada 3200 sebelum masehi di daerah Mesopotamia (sekarang Irak).
Perunggu diubah menjadi logam pilihan untuk dituangkan karena kekakuannya dibandingkan dengan emas, kemudian dilebur dan dituang menjadi berbagai alat dan senjata dengan cara cetakan batu permanen. Proses pengecoran dilakukan di Mesir pada 2800 SM, dan proses ini secara efektif sangat berpengaruh pada perolehan kekuasaan mereka selama Zaman Perunggu.
Baca Juga : Negara Penghasil Timah Terbesar di Dunia
Sekitar 1300 SM, Dinasti Shang di Cina merupakan dinasti pertama yang menggunakan pengecoran pasir saat melelehkan logam. Kemudian sekitar 500 SM, Dinasti Zhou memperkenalkan besi cor ke dunia, tetapi sebagian besar digunakan untuk petani. Besi cor tidak menjadi alat atau dekorasi militer sampai Dinasti Qin yang berlangsung selama 300 tahun kemudian.
Selang 1000 tahun kemudian, agama memainkan peran utama dalam memajukan dan menginovasi proses pengecoran selama waktu itu. Evolusi luar biasa datang dari pembangunan katedral dan gereja, proses peleburan dan pembuatan cetakan semakin berkembang pesat untuk memenuhi permintaan gereja Katolik yang dominan.
Ini juga menandai batas periode antara pengecoran untuk tujuan seni atau pengecoran sebagai teknologi dengan potensi yang tidak diketahui. Tidak lama setelah kemajuan proses pengecoran lonceng, ironisnya, seorang biarawan di Ghent (sekarang Belgia) adalah orang pertama yang melemparkan meriam pada tahun 1313 dengan teknologi yang sama.
Baca Juga : Revolusi Industri
Perkembangan Pesat Di Orde Modern
Lebih dari 150 tahun setelah meriam cor pertama, Vannoccio Biringuccio, yang dikenal sebagai bapak industri proses pengecoran, mencatat sejarah tertulis pertama tentang teori proses pengecoran dan prakteknya.
Pada akhirnya, inovasi terbarukan dalam industri pengecoran datang dari Departemen Energi, Undang-Undang Penelitian Daya Saing teknik pengecoran Logam yang disahkan oleh Senat AS dan Dewan Perwakilan Rakyat pada tahun 1990.
RUU ini berfokus pada penyediaan dana dan sumber daya untuk melakukan penelitian tentang teknologi di bidang ini untuk memastikan daya saing industri, efisiensi energi, keamanan nasional, dan kesejahteraan ekonomi di Amerika Serikat.
Proyek CFD (Computational Fluid Dynamics) mengarah pada pembuatan perangkat lunak Arena-Flow; perangkat lunak ini dirancang untuk rekayasa mutakhir dalam pembentukan pola.
Pelajari Juga : Fabrikasi Adalah Proses Pembuatan
Sementara program lain memfokuskan diri pada satu aspek dari proses pengecoran, seperti dinamika fluida atau pemadatan, program ini menggabungkan banyak variabel yang dapat disesuaikan bersama-sama untuk mendapatkan penuangan yang andal dan konsisten dalam bidang proses casting iron dalam berbagai bentuk dan paduan.
Pengertian Pengecoran Logam
Pengertian pengecoran logam adalah secara luas merupakan proses membentuk suatu zat menjadi bentuk tertentu menggunakan cetakan. Sedangkan proses pengecoran logam adalah didefinisikan sebagai proses di mana logam cair dituangkan ke dalam cetakan yang berisi rongga berlubang dari bentuk geometris yang diinginkan dan dibiarkan dingin untuk membentuk bagian yang dipadatkan.
Umumnya, pengecoran menghasilkan ingot dan bentuk (shapes). Ingot adalah proses pengecoran yang diproduksi menjadi bentuk sederhana dan diproses lebih lanjut seperti ekstrusi logam, penempaan, dll. Proses pengecoran bentuk (shapes) yaitu pengecoran bentuk dekat atau bersih untuk menghasilkan geometri kompleks yang mendekati bagian akhir.
Baca juga : Perbedaan besi dan baja
Teknik Casting Iron (Cor Logam)
Dalam setiap bidang engineering pasti membutuhkan tips dan trik nya yaitu dinamai dengan teknik. Berikut ini beberapa tekniknya yang dilakukan secara bertahap :
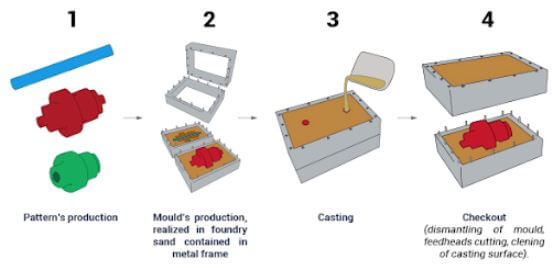
Pembuatan pola (Pattern-making) – sebuah replika pada bagian yang akan dicetak. Dibuat menggunakan bahan yang sesuai seperti kayu, plastik logam atau plester. Pembuatan cetakan (Mould-making) – proses dimana banyak tahapan yang mana pola dan inti digunakan untuk membuat cetakan. Jenis dan cara pembuatan cetakan akan berbeda-beda tergantung pada jenis jenis pengecoran logam. Misalnya, pengecoran pasir menggunakan pasir di dalam labu untuk membuat cetakan dan pengecoran cetakan menggunakan cetakan baja perkakas yang dikeraskan. Peleburan & penuangan logam (Metal-making & Pouring) – Cairan yang dilebur dan dituangkan ke dalam rongga cetakan baik dengan gravitasi atau tekanan tinggi. Kemudian gips dibiarkan mengeras sebelum bagian cor dikeluarkan dari cetakan. Ingat, pelepasan bagian cor akan bervariasi tergantung pada jenisnya. Post processing – pada langkah akhir ini, benda logam cor dikeluarkan dari cetakan dan kemudian dibiarkan. Selama fettling, objek dibersihkan dari bahan cetakan apa pun, dan bagian-bagian yang kasar akan dibersihkan.
Bahan Dasar Proses Pengecoran
Ada sekian banyak teknik pengecoran logam dan bahan yang digunakan untuk proses pengecoran dari zaman kuno masih digunakan sampai sekarang. Ada banyak bahan yang efektif digunakan dalam keperluan industri. Sumber yang paling umum dan sering digunakan adalah:
- Gray iron (besi kelabu)
- Ductile iron (besi cor ulet)
- Aluminium
- Steel (besi)
- Copper (tembaga)
- Zinc (seng)
Sebelum membeli bahan yang nantinya akan kita butuhkan, kamu perlu mempertimbangkan beberapa faktor di bawah ini agar hasil cetakan dalam proyekmu nanti berakhir mulus!
- Tingkat volume yang dibutuhkan
- Efektivitas biaya
- Titik leleh
- Kecepatan pendinginan
- Ketahanan aus
- Bobot
- Kemampuan redaman
Keuntungan dan Kerugian dari Proses Casting Cor Logam
Apa saja Keuntungan dan Kerugian Proses Pengecoran Logam ?
Keuntungan :
- Prosesnya fleksibel.
- Bentuk yang sulit dapat menjadi mudah.
- Objek yang besar, berongga & rumit mudah dibentuk.
- Memberikan kebebasan desain: bentuk, ukuran dan kualitas produk.
- Beberapa logam yang tidak dapat dikerjakan dengan mesin dapat diproduksi dengan cara dituang ke bentuk yang diperlukan.
- Objek berat hanya dapat diproduksi dengan proses pengecoran.
- Bersifat mekanis & metalurgi yang dapat dikontrol.
- Salah satu proses yang paling cocok untuk produksi masal.
Sedangkan kekurangannya yaitu :
- Proses yang rumit dan melibatkan operasi.
- Diperlukan infrastruktur besar seperti penampang pengecoran, peleburan, pola, penampang inti, pembersihan, penyelesaian, dan inspeksi.
- Dibutuhkan investasi yang sangat tinggi.
- Proses pengecoran tidak ekonomis & layak untuk operasi skala kecil.
- Dibutuhkan banyak tenaga kerja.
- Fokus tinggi sangat diharuskan saat menangani bahan kimia dan logam cair.
- Dibutuhkan perawatan khusus dalam mengontrol laju pendinginan.
- Sangat sulit saat melakukan penipisan
Baca Juga : Jenis – jenis Baja
Bagaimana Proses Pengecoran Logam Berlangsung ?
Terdapat langkah – langkah yang pastinya harus dipahami oleh kita semua mengenai teknik ini, Berikut ini yang sudah kami rangkum.
Tahapan Proses Pengecoran
- Pembuatan Rongga Cetakan. Buatlah rongga cetakan sesuai yang diinginkan.
- Pencairan Bahan. Bahan dicairkan terlebih dahulu, kemudian panaskan dengan benar dalam tungku yang sesuai.
- Penuangan Cairan ke Rongga. Cairan dituangkan ke dalam rongga cetakan yang telah disiapkan dan biarkan mengeras.
- Pengambilan Produk dalam Cetakan. Ambillah produk yang ada di dalam cetakan, pangkas dan buatlah sesuai bentuk.
Kita harus berkonsentrasi pada hal – hal berikut untuk operasi pengecoran yang sukses dan aman :
- Persiapan cetakan pola
- Peleburan dan penuangan logam cair
- Pemadatan dan pendinginan lebih lanjut ke suhu kamar
- Catat dan inspeksi.
Jenis Jenis Pengecoran Logam
Macam dan jenis jenis dapat dibagi menjadi dua kelompok berdasarkan sifat dasar desain cetakan. Step nya adalah cetakan yang dapat dibuang dan cetakan cetakan permanen. Ini dapat dibagi lagi menjadi beberapa kelompok tergantung pada bahan polanya.
Ada 4 sebab yang merupakan ciri dari teknik pengecoran logam adalah :
- Adanya aliran logam cair ke dalam cetakan.
- Terjadinya perpindahan suhu panas selama proses pembekuan dan pendinginan dari logam dalam cetakan.
- Adanya efek dari material cetakan.
- Pembekuan logam dari kondisi cair.
Jenis Pengecoran cetakan yang bisa dihabiskan
Pengecoran cetakan yang dapat dibuang, seperti namanya cetakannya sementara dan tidak dapat digunakan kembali untuk menghasilkan pengecoran akhir karena cetakan akan rusak saatsudah mengeluarkan hasil akhir objek yang dicetak.
Biasanya terbuat dari bahan seperti pasir, keramik & plester. Umumnya menggunakan pengikat yang disebut agen pengikat untuk meningkatkan sifatnya. Geometri yang rumit dapat dicetak menggunakan proses pengecoran ini.
- Cor Logam Sand casting
- Shell molding
- Vacuum molding
- Expanded polystyrene casting
- Investment casting
- Plaster mold casting
- Ceramic mold casting
Pengecoran Cetakan Permanen
Terkadang proses ini disebut sebagai pengecoran cetakan yang tidak dapat dibuang, karena sifatnya yang permanen dan dapat digunakan kembali setelah siklus produksi. Meskipun pengecoran cetakan permanen menghasilkan bagian yang dapat diulang karena penggunaan kembali cetakan yang sama, hal itu hanya menghasilkan cetakan sederhana karena cetakan perlu dibuka untuk melepaskan proses pengecoran.
- Permanent mold casting.
- Semipermanent mold casting.
- Cor Logam Slush casting.
- Low pressure casting.
- Vacuum permanent mold casting.
- Cor Logam Die casting.
- Squeeze casting.
- Semi solid metal casting.
- Centrifugal casting.
Pengecoran Cetakan Komposit
Seperti namanya, proses ini menggunakan cetakan pengecoran yang dapat dibuang dan digunakan kembali untuk menghasilkan coran. Bahan yang digunakan biasanya material seperti pasir, kayu, grafit dan logam.
Perbedaan Pengecoran dan Pengelasan
Tentu akan ada perbedaan antara pengelasan yang dilakukan oleh bengkel las atau oleh tukang bubut handal dibandingkan dengan ahli proses casting cor logam. Berikut ini perbedaan dari keduanya.
| Pengelasan | Pengecoran |
| Menciptakan lebih banyak tekanan dan distorsi karena panas lokal. | Menciptakan mikrostruktur yang lebih homogen karena tidak ada zona yang terpengaruh panas. Produk akhir dengan kualitas lebih tinggi dapat dihasilkan dari proses pengecoran. |
| Menggabungkan dua bagian logam padat dengan melelehkan sebagian kecil dari masing-masing bagian di sepanjang permukaan, dan memungkinkan logam leleh mengalir bersama, biasanya menambahkan beberapa logam “pengisi” ke genangan, yang membuat sambungan lebih kuat. | Dalam proses pengecoran, logam dilebur dan kemudian dituang sebagai cairan ke dalam cetakan yang telah disiapkan. |
| Merupakan proses konstruktif atau aditif yang dapat membentuk potongan terpisah dan memasangnya bersama-sama dengan mengelasnya. | Pengecoran didasarkan pada berbagai metode pembuatan cetakan yang selalu menentukan bentuk akhir objek, kemudian logam cair dituangkan ke dalam cetakan terbuka untuk ‘dicetak’ menjadi bagian-bagian terpisah atau satu kesatuan. |
Jasa Proses Pengecoran Logam
Salah satu perusahaan teknik pengecoran logam yang paling dikenal dan sangat terspesialisasi di Jawa Barat saat ini, Bengkel bubut CV. Teknik Jaya Component adalah Workshop metalworking yang berdiri sejak 1994 yang sudah beroperasi dengan standar baik.
Untuk proyek yang membutuhkan jasa ini, CV. Teknik Jaya Component bekerja dengan banyak varian pengerjaan logam di berbagai bahan. Selain teknik pengecoran logam, CV. Teknik Jaya Component menawarkan banyak fabrikasi melalui teknologi lain seperti pencetakan 3D, permesinan CNC, dan pencetakan injeksi.
Please Share This Article



