Panduan lengkap mengenai nomor parameter penting pada kontrol CNC Fanuc yang sering disesuaikan oleh operator untuk perbaikan backlash, pembatasan gerakan sumbu, laju pemakanan, hingga pengaturan titik nol (home position) guna menjaga performa mesin perkakas tetap presisi dan aman selama proses produksi massal di lantai pabrik.
- Lebih dari 75% industri manufaktur presisi di Indonesia mengandalkan kontrol CNC bersistem Fanuc untuk produksi harian.
- Kompensasi backlash digital yang tidak tepat dapat menurunkan akurasi pemotongan logam hingga 0,02 milimeter.
- Pencadangan file parameter berkala mengurangi risiko kerusakan data memori akibat baterai kontrol habis hingga sebesar 99%.
Mencari tahu daftar Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya sangat penting bagi operator maupun teknisi pabrik guna meningkatkan efisiensi kerja mesin CNC. Ketika mengoperasikan mesin perkakas berbasis komputer, keselarasan antara perangkat keras dan sistem kendali menjadi hal utama yang menentukan akurasi produk akhir. Kontrol CNC buatan Fanuc banyak dipakai di industri manufaktur Indonesia karena stabilitasnya. Modifikasi parameter ini sering dibahas dalam bidang teknik manufaktur serta pemeliharaan mesin, yang bisa Anda pelajari lebih lanjut di kanal Mesin dan Machining.
Table of Contents
- Mengapa Perlu Mengubah Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya?
- Kategori Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya
- Tabel Rincian Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya
- Langkah Aman Mengubah Konfigurasi Parameter CNC
- Estimasi Jasa Setting Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya
- FAQ
- Apa fungsi parameter 1815 pada kontrol Fanuc?
- Bagaimana cara membuka proteksi agar bisa mengubah parameter Fanuc?
- Berapa nomor parameter untuk mengatasi backlash pada CNC Fanuc?
- Mengapa batas stroke limit mesin perlu diatur melalui parameter 1320 dan 1321?
- Berapa kisaran biaya untuk memanggil jasa teknisi parameter CNC?
Mengapa Perlu Mengubah Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya?
Dalam operasional harian, mengetahui Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya mempermudah proses modifikasi tanpa harus selalu memanggil vendor eksternal. Konfigurasi bawaan pabrik terkadang tidak sesuai dengan kondisi riil di lantai produksi, terutama setelah mesin digunakan dalam jangka waktu lama. Keausan komponen mekanis seperti lead screw atau guide way sering kali membutuhkan kompensasi nilai digital agar mesin tetap bekerja dengan presisi tinggi.
Berdasarkan pengalaman kami di lapangan, beberapa kasus dan kejadian, kita sering melakukan perubahan nilai di parameter mesin Fanuc. Misalkan Rapid Max, Backlash, Feed Max, Travel Maksimal Axis, Dan Home Position. Pengalaman teknis ini membuktikan bahwa penyesuaian parameter secara tepat waktu dapat memperpanjang usia pakai komponen mekanis serta mencegah benturan fisik yang fatal pada area kerja mesin bubut atau milling CNC Anda.
Kategori Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya
Ketika ingin memodifikasi data internal sistem pengendali, operator harus masuk ke mode “Parameter Write Enable” (PWE) terlebih dahulu. Tanpa langkah ini, sistem keamanan Fanuc akan menolak segala bentuk perubahan data. Berikut adalah beberapa kategori penting yang perlu diketahui oleh operator di lapangan.
Parameter Pengaturan Pergerakan Axis (Backlash, Travel Limit)
Sebagai contoh, Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya terkait pembatasan gerak sumbu (axis limit) diatur pada nomor tertentu untuk mencegah tool menabrak dinding pelindung. Ketika mesin mengalami keausan mekanis, nilai backlash kompensasi harus dimasukkan ke nomor parameter spesifik agar pergerakan sumbu tetap akurat saat berganti arah penyayatan.
Parameter Pengaturan Spindle dan Kecepatan (Feed, Rapid)
Selain itu, kecepatan pemakanan atau Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya yang mengatur laju feedrate dapat diubah sesuai kekerasan material benda kerja. Mengubah batas kecepatan maksimal (Rapid Max) membantu mengamankan operasional bagi operator pemula yang baru belajar menyetel koordinat kerja mesin di area workshop.
Detail Parameter 1815 (APZ/APC)
Parameter 1815 berkaitan erat dengan sistem detektor posisi absolut sumbu mesin CNC. Ketika baterai penyimpan data koordinat pada drive servo habis, mesin CNC Fanuc akan memunculkan alarm ‘APC Need Ref’. Untuk mengatasi masalah ini tanpa memanggil teknisi pabrik, operator harus mempelajari konfigurasi Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya, khususnya bit APZ (Absolute Position Zero) dan APC. Mengubah bit ini dari nilai 0 ke 1 setelah memosisikan sumbu secara manual ke titik pembatas fisik adalah cara standar mengembalikan koordinat asal mesin.
Detail Parameter 1851 (Backlash Compensation)
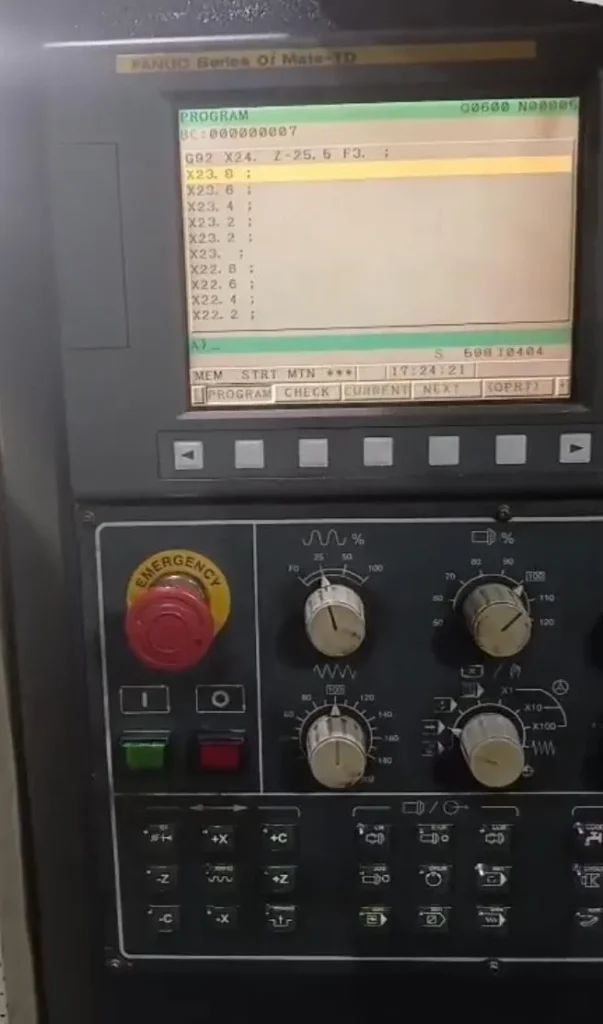
Celah longgar atau backlash pada ball screw adalah masalah mekanis alami yang timbul akibat gesekan terus-menerus. Gejala ini ditandai dengan ukuran benda kerja yang tidak konsisten saat pisau potong berganti arah sayatan. Sebagai bagian dari Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya, nomor 1851 menampung nilai kompensasi dalam satuan mikron. Jika hasil pengukuran dial indicator menunjukkan kelonggaran sebesar 0,02 mm, maka teknisi harus memasukkan nilai 20 pada kolom sumbu terkait di parameter 1851 tersebut.
Detail Parameter 1420 & 1422 (Rapid & Feedrate Limits)
Keamanan operator dan keselamatan mesin adalah hal utama di lingkungan produksi. Melalui Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya nomor 1420, kita bisa mengatur batas kecepatan gerak tanpa beban sumbu mesin. Begitu pula dengan nomor 1422 yang membatasi laju pemakanan maksimum saat proses penyayatan berlangsung. Membatasi nilai-nilai ini sangat berguna ketika mesin CNC digunakan untuk pelatihan karyawan baru atau ketika menjalankan program G-code baru yang belum teruji keamanannya.
Detail Parameter 3202 (Program Protection)
Dalam operasional bengkel bubut presisi, sering kali terdapat program makro khusus (seperti program pemanggil tool changer otomatis) yang disimpan di nomor program 9000 hingga 9999. Agar program penting ini tidak terhapus atau diubah secara tidak sengaja oleh operator, sistem Fanuc menguncinya lewat parameter 3202 bit NE9. Mengubah nilai bit NE9 dari 1 menjadi 0 membuka proteksi edit, memungkinkan modifikasi urutan pemanggilan alat potong, lalu menguncinya kembali demi keselamatan sistem program. Pembatasan akses ini merupakan bentuk pengamanan yang melibatkan Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya guna menjaga integritas data sistem.
Baca Juga :
– Perbedaan Mesin CNC dengan Sistem Linear dan Boxway
– Pengertian Macro Programming CNC
Tabel Rincian Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya
Tabel di bawah ini menampilkan rincian Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya yang sering diakses oleh teknisi bengkel bubut presisi. Memiliki catatan referensi nomor ini sangat menghemat waktu ketika Anda harus melakukan perbaikan mendadak atau penyetelan ulang posisi nol (home position).
| Nomor Parameter | Nama Parameter | Fungsi Utama / Kegunaan |
|---|---|---|
| 1815 | APZ / APC (Position Detector) | Menentukan posisi home position atau titik nol mutlak sumbu mesin (Absolute Pulse Coder). |
| 1851 | Backlash Compensation | Memasukkan nilai kompensasi celah longgar (backlash) pada sumbu X, Y, atau Z. |
| 1420 | Rapid Traverse Rate (G00) | Mengatur batas kecepatan maksimal gerakan tanpa pemakanan (Rapid Max) untuk setiap sumbu. |
| 1422 | Maximum Feedrate (G01) | Membatasi laju pemakanan maksimal (Feed Max) guna mencegah kelebihan beban motor spindle. |
| 1320 | Stored Stroke Limit 1 (Positive) | Mengatur batas travel maksimal arah positif (software limit) demi keamanan fisik mesin. |
| 1321 | Stored Stroke Limit 1 (Negative) | Mengatur batas travel maksimal arah negatif agar tool tidak menabrak meja mesin atau chuck. |
| 3202 | NE9 / NE8 (Program Protection) | Membuka atau mengunci akses edit program makro (program nomor 9000 atau 8000). |
Langkah Aman Mengubah Konfigurasi Parameter CNC
Sebelum melakukan edit data, operator wajib mengerti bahwa setiap Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya memiliki pengaruh langsung pada koordinat fisik mesin. Salah memasukkan satu digit angka saja dapat mengakibatkan kerusakan fatal pada motor servo atau kerusakan spindle. Oleh sebab itu, selalu lakukan pencadangan data (backup) sebelum mengeksekusi perubahan nilai.
Kami di Teknik Jaya Component sering membantu pelanggan mengonfigurasi Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya saat melakukan retrofitting atau perbaikan total. Prosedur standar kami selalu dimulai dengan mencadangkan seluruh parameter SRAM melalui kartu memori eksternal atau koneksi RS-232 sebelum menyentuh tombol input parameter. Hal ini mencegah mesin kehilangan seluruh memorinya jika terjadi mati listrik mendadak di tengah proses penyetelan.
Estimasi Jasa Setting Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya
Apabila Anda tidak memiliki teknisi internal yang berpengalaman untuk menyetel koordinat atau kompensasi backlash, menggunakan jasa teknisi profesional adalah pilihan terbaik. Rentang harga pasar untuk jasa perbaikan sistem kontrol dan penyetelan Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya berkisar antara Rp 1.500.000 hingga Rp 4.500.000 per kunjungan, tergantung tingkat kerumitan kasus serta tipe kontrol Fanuc yang digunakan (seperti Fanuc Series 0i, 18i, atau 21i). Melakukan penyetelan mandiri tanpa pengetahuan dasar yang memadai sangat berisiko memicu kerusakan mekanik yang memerlukan biaya perbaikan jauh lebih mahal.
Dengan menguasai Parameter Mesin Kontrol Fanuc yang Biasa di Rubah Oleh User Beserta Nomernya, Anda dapat menghemat biaya perawatan rutin dan meminimalkan ketergantungan pada pihak luar untuk masalah-masalah teknis yang sebenarnya dapat ditangani secara mandiri. Selalu dokumentasikan setiap perubahan nilai parameter dalam buku log mesin sebagai referensi pelacakan di kemudian hari jika terjadi malafungsi sistem.
Butuh Bantuan Setting Parameter Mesin CNC Fanuc Anda?
Jangan ambil risiko salah setting yang bisa merusak mesin CNC Anda. Tim ahli Teknik Jaya Component siap membantu melakukan kalibrasi, mengatasi error, dan mengoptimalkan performa mesin Anda dengan aman.
FAQ
Apa fungsi parameter 1815 pada kontrol Fanuc?
Parameter 1815 berfungsi untuk mengatur sistem detektor posisi absolut dan menentukan kembali titik nol (home position) sumbu mesin setelah baterai servo diganti.
Bagaimana cara membuka proteksi agar bisa mengubah parameter Fanuc?
Anda harus masuk ke layar MDI, lalu mengaktifkan mode Parameter Write Enable (PWE) dengan mengubah nilainya dari 0 menjadi 1 pada layar setting.
Berapa nomor parameter untuk mengatasi backlash pada CNC Fanuc?
Nomor parameter untuk mengisi nilai kompensasi backlash adalah parameter 1851 untuk setiap sumbu (X, Y, Z).
Mengapa batas stroke limit mesin perlu diatur melalui parameter 1320 dan 1321?
Pembatasan ini berfungsi sebagai pengaman elektronik (software limit) agar gerakan sumbu mesin tidak menabrak batas fisik atau komponen pencekam benda kerja.
Berapa kisaran biaya untuk memanggil jasa teknisi parameter CNC?
Tarif jasa di pasaran berkisar antara Rp 1.500.000 hingga Rp 4.500.000 per kunjungan tergantung tingkat kerumitan tipe kontrol Fanuc.



Please Share This Article