Sudah bor lubang dengan presisi, tapi hasilnya masih kasar dan tidak pas saat dipasang bearing atau pin? Itu tandanya kamu butuh satu langkah lagi, yaitu proses reaming. Teknik finishing lubang ini sering dilewatkan, padahal di sinilah perbedaan antara produk yang “cukup bagus” dan produk yang benar-benar presisi ditentukan. Kita semua akan bahas tuntas cara kerja reamer, mekanismenya, sampai langkah praktis yang langsung bisa kamu terapkan di workshop maupun mesin CNC.
Mengenal Reamer dan Fungsi Vital Proses Reaming dalam Manufaktur Presisi

Apa Itu Reamer? Jenis-Jenis Utama (Hand Reamer, Machine Reamer, Chucking Reamer, Adjustable Reamer)
Reamer adalah alat potong multi-flute yang dirancang khusus untuk memperbesar dan memperhalus lubang yang sudah ada ke dimensi dan kualitas permukaan yang sangat akurat. Berbeda dari mata bor biasa, alat reamer tidak membuat lubang dari awal, tapi menyempurnakan lubang yang sudah dibor sebelumnya. Inilah yang membuat proses reaming menjadi langkah krusial dalam manufaktur presisi.
Ada beberapa jenis reamer yang perlu kamu kenali:
- Hand Reamer: dioperasikan secara manual dengan tap wrench, ujungnya meruncing perlahan untuk memandu masuk ke lubang. Cocok untuk pekerjaan reparasi atau workshop kecil.
- Machine Reamer (Chucking Reamer): dipasang di chuck mesin bor atau milling, memiliki shank lurus atau taper. Ini yang paling umum dipakai di produksi.
- Adjustable Reamer: diameter bisa disetel dalam rentang tertentu, sangat berguna saat kamu butuh fleksibilitas ukuran tanpa ganti alat.
- Shell Reamer: berbentuk seperti cangkang yang dipasang ke arbor, digunakan untuk lubang berdiameter besar di atas 20 mm.
Perbedaan Mendasar: Drilling vs Boring vs Reaming — Kapan Harus Menggunakan Reamer?
Banyak yang masih bingung kapan harus reaming, kapan cukup boring. Kita semua perlu pahami perbedaan dasarnya:
| Proses | Fungsi Utama | Toleransi Tipikal | Kualitas Permukaan |
|---|---|---|---|
| Drilling | Membuat lubang baru | IT11-IT13 | Ra 3.2-12.5 µm |
| Boring | Memperbesar & meluruskan lubang | IT8-IT10 | Ra 1.6-3.2 µm |
| Reaming | Finishing dimensi & permukaan | IT6-IT8 | Ra 0.4-1.6 µm |
Gunakan reamer CNC atau hand reamer ketika kamu butuh lubang presisi tinggi untuk fit bearing, bushings, dowel pin, atau komponen yang memerlukan toleransi ketat seperti H7/f6. Kalau toleransinya longgar, drilling + boring sudah cukup.
Toleransi dan Kualitas Permukaan yang Dapat Dicapai dengan Reaming (IT6-IT8, Ra 0.4-1.6 µm)
Reaming mampu menghasilkan toleransi IT6 hingga IT8 dengan kualitas permukaan Ra 0,4 sampai 1,6 µm. Artinya, untuk lubang diameter 20 mm dengan toleransi H7, kamu bisa mencapai akurasi dalam kisaran +0,021 mm dari nominal. Ini angka yang tidak bisa kamu capai hanya dengan drilling biasa. Finishing lubang bor dengan reamer adalah standar industri untuk komponen presisi di sektor otomotif, aerospace, dan alat berat.
baca juga : Apa Itu Reamer atau Reaming
Mekanisme Cara Kerja Reamer dalam Membentuk Lubang Presisi

Geometri Reamer: Flute, Chamfer, Land, dan Relief Angle dalam Aksi Pemotongan
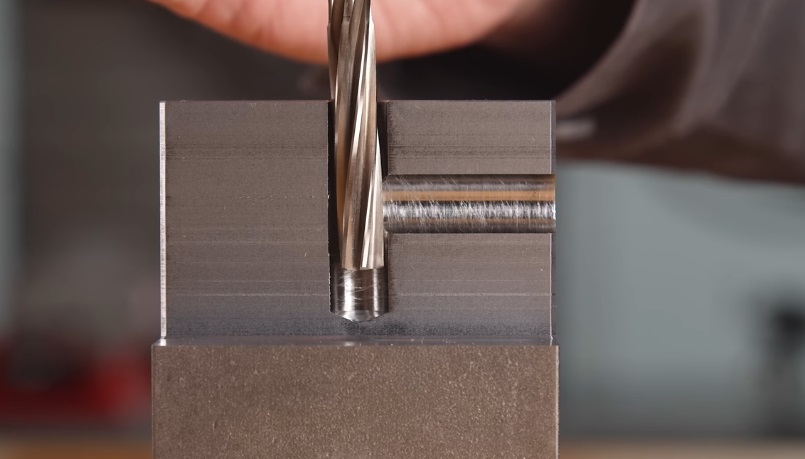
Untuk memahami cara kerja reamer, kamu perlu kenal dulu anatomi alat ini:
- Flute: alur spiral atau lurus di sepanjang badan reamer yang berfungsi membuang chip hasil pemotongan.
- Chamfer (Lead Taper): bagian ujung yang meruncing, inilah yang melakukan pemotongan utama saat reamer masuk ke lubang.
- Land: area sempit di belakang cutting edge yang bersentuhan dengan dinding lubang, berfungsi sebagai panduan dan membantu burnishing.
- Relief Angle: sudut kelegaan di belakang cutting edge agar tidak terjadi gesekan berlebih antara badan reamer dan dinding lubang.
- Helix Angle: sudut flute yang mempengaruhi arah gaya potong dan kemampuan chip evacuation.
Peran Cutting Edge dan Burnishing Effect dalam Mencapai Finish Permukaan Halus
Inilah yang membuat reaming unik. Proses ini tidak sekadar memotong material, tapi juga melakukan burnishing secara bersamaan. Setelah cutting edge memotong lapisan tipis material, land yang mengikutinya menggesek dan memoles dinding lubang sehingga permukaan menjadi lebih halus secara mekanis. Kombinasi pemotongan presisi dan efek burnishing ini yang menghasilkan Ra 0,4-1,6 µm yang tidak bisa dicapai hanya dengan proses boring. Kamu bisa bayangkan seperti amplas yang sekaligus memotong dan memoles dalam satu gerakan.
Mengapa Kecepatan Rendah dan Feed Stabil Kunci Utama Presisi Reaming?
Ini adalah aturan emas yang tidak boleh kamu langgar: reaming butuh RPM rendah dan feed rate yang konsisten. RPM tinggi menghasilkan panas berlebih yang memuaikan material, dimensi lubang jadi tidak akurat setelah dingin. Feed yang tidak stabil menciptakan chatter marks di dinding lubang, menghancurkan kualitas permukaan yang susah payah kamu bangun.
| Material | RPM (Reaming) | Feed Rate (mm/putaran) | Coolant |
|---|---|---|---|
| Baja Karbon | 80-150 RPM | 0.15-0.25 | Cutting oil sulfur |
| Stainless Steel | 60-100 RPM | 0.10-0.20 | Emulsi + EP additive |
| Aluminium | 150-300 RPM | 0.20-0.35 | Cutting oil atau minyak mineral |
| Besi Cor | 80-120 RPM | 0.15-0.25 | Dry atau udara bertekanan |
| Kuningan / Tembaga | 100-200 RPM | 0.15-0.30 | Dry atau sedikit minyak |
Sebagai patokan umum: RPM reaming = 1/3 sampai 1/2 RPM drilling untuk material yang sama.
Langkah-Langkah Proses Reaming yang Benar untuk Hasil Lubang Presisi Maksimal
Persiapan Lubang Pilot: Ukuran, Kedalaman, dan Kualitas Permukaan Awal
Reaming tidak bisa menutupi lubang pilot yang buruk. Kalau lubang awalnya miring, reamer juga akan ikut miring. Kamu wajib memastikan:
- Ukuran lubang pilot harus lebih kecil dari diameter reamer. Gunakan rumus: Diameter lubang pilot = Diameter reamer – 0,1 sampai 0,3 mm (material keras pakai allowance lebih kecil, material lunak seperti aluminium bisa lebih besar).
- Contoh praktis: untuk reamer 20,000 mm di baja karbon, bor pilot dulu ke 19,80 mm.
- Kedalaman lubang pilot harus sedikit lebih dalam dari target untuk memberi ruang chip.
- Posisi lubang harus tegak lurus sempurna terhadap permukaan benda kerja.
Pemilihan Reamer, Coolant, dan Setting Parameter Mesin yang Tepat
Checklist sebelum kamu mulai proses reaming:
- Pilih jenis reamer sesuai material: HSS untuk baja lunak dan aluminium, carbide untuk baja keras dan stainless.
- Verifikasi diameter reamer dengan mikrometer sebelum dipasang, jangan asumsikan nominalnya selalu akurat.
- Pasang reamer dengan floating holder jika memungkinkan, ini membantu reamer self-align mengikuti lubang pilot dan mengurangi risiko oversize.
- Siapkan coolant sesuai tabel di atas, alirkan sebelum reamer menyentuh material.
- Set RPM dan feed rate di mesin sesuai material yang dikerjakan, jangan pakai feeling.
- Cek run-out spindle: maksimal 0,01 mm untuk hasil presisi. Run-out di atas 0,02 mm langsung merusak toleransi.
Prosedur Eksekusi: Alignment, Feed Konsisten, Retraksi Aman, dan Inspeksi Akhir
- Alignment: pastikan sumbu reamer sejajar sempurna dengan sumbu lubang sebelum mesin dinyalakan.
- Mulai dengan feed manual perlahan sampai chamfer reamer masuk dan memandu sendiri, baru aktifkan feed otomatis.
- Jaga feed konsisten sepanjang proses, jangan berhenti di tengah lubang karena ini meninggalkan bekas di dinding.
- Retraksi: tarik reamer keluar dalam kondisi spindle tetap berputar dengan arah yang sama. Berhenti spindle lalu tarik akan meninggalkan goresan di permukaan lubang.
- Inspeksi: ukur diameter dengan plug gauge atau bore gauge, cek kualitas permukaan secara visual dan taktil.
- Jangan reaming dua kali di lubang yang sama kecuali benar-benar terpaksa, karena allowance material yang tersisa sudah terlalu tipis.
Troubleshooting Umum dan Tips Optimasi Proses Reaming
5 Masalah Umum dalam Reaming (Chatter, Oversize, Taper, Rough Finish) dan Solusinya
| Masalah | Penyebab Utama | Solusi |
|---|---|---|
| Chatter marks | RPM terlalu tinggi, reamer goyang | Turunkan RPM, cek run-out, gunakan floating holder |
| Lubang oversize | Run-out tinggi, reamer aus, feed terlalu cepat | Kalibrasi spindle, ganti reamer, kurangi feed |
| Lubang taper (kerucut) | Misalignment, wear tidak merata | Cek alignment, rotasi reamer sebelum dipakai lagi |
| Permukaan kasar | Coolant kurang, cutting edge tumpul | Tambah coolant, asah atau ganti reamer |
| Built-up edge | Material menempel di cutting edge | Tingkatkan coolant, pertimbangkan coating TiN/TiAlN |
Tips Perawatan Reamer dan Peningkatan Umur Pakai Alat
- Simpan reamer di kotak atau sleeve terpisah, jangan ditumpuk dengan alat lain karena cutting edge-nya sangat sensitif terhadap benturan.
- Bersihkan reamer segera setelah dipakai dengan kain bersih dan semprotkan sedikit cutting oil sebelum disimpan untuk mencegah karat.
- Cek kondisi cutting edge setiap 20-30 lubang dengan kaca pembesar atau loupe. Tanda aus: lubang mulai oversize atau permukaan mulai kasar.
- Asah reamer hanya di tangan ahli atau kirim ke jasa resharpening. Mengasah sendiri tanpa peralatan tepat justru merusak geometri.
- Rotasi reamer setiap kali dipakai (misalnya tandai flute 1 sebagai titik referensi) untuk memastikan keausan merata di semua cutting edge.
Kesimpulan: Konsistensi Proses adalah Kunci Mencapai Lubang Presisi Berulang
Reaming bukan soal alat yang mahal atau mesin yang canggih saja. Kita semua bisa mencapai lubang presisi IT6-IT8 secara konsisten asalkan parameter tepat, persiapan lubang pilot akurat, dan prosedur eksekusi dijalankan dengan disiplin. Dalam konteks optimasi CNC dan efisiensi produksi, satu langkah reaming yang benar bisa menghemat waktu inspeksi ulang, rework, dan scrap yang jauh lebih mahal dari waktu reaming itu sendiri. Konsistensi parameter adalah investasi, bukan beban.
FAQ seputar Proses Reaming dan Reamer
Umumnya 0,1-0,3 mm di bawah diameter reamer. Untuk material keras seperti baja karbon, pakai allowance 0,1-0,15 mm. Untuk material lunak seperti aluminium, bisa sampai 0,3 mm.
Untuk besi cor, dry reaming masih bisa diterima. Tapi untuk baja dan aluminium, sangat tidak disarankan. Tanpa coolant, panas berlebih menyebabkan built-up edge dan permukaan kasar.
Secara teknis bisa, tapi hasilnya tidak bisa dijamin presisi karena kamu tidak bisa mengontrol RPM dan feed secara konsisten. Gunakan minimal mesin bor meja (bench drill).
Straight flute lebih cocok untuk material yang menghasilkan chip pendek seperti besi cor. Spiral flute lebih baik untuk material ulet seperti aluminium dan baja lunak karena chip lebih mudah keluar.
Biasanya 3-5 kali resharpening sebelum geometri sudah terlalu berubah dan akurasi dimensinya tidak bisa dijamin lagi. Dokumentasikan diameter setiap setelah diasah untuk tracking.



Please Share This Article