Mesin CNC kamu mulai menghasilkan dimensi yang meleset tipis tapi konsisten? Atau ada suara berdecit aneh dari sumbu X saat gerakan cepat? Kemungkinan besar sumbernya adalah ball screw yang sudah mulai aus dan butuh perhatian. Perawatan ball screw CNC adalah salah satu maintenance yang paling sering diremehkan, padahal backlash sekecil 0,05 mm saja sudah cukup menaikkan reject rate 15-30% di proses machining presisi. Kita semua akan bahas tuntas cara mencegah backlash mesin, mendeteksi masalah sejak dini, dan menjalankan preventive maintenance ball screw yang benar-benar efektif.
Table of Contents
Mengapa Maintenance Ball Screw Kritikal untuk Akurasi Mesin CNC?

Apa Itu Ball Screw dan Perannya dalam Sistem Gerak Linear Presisi
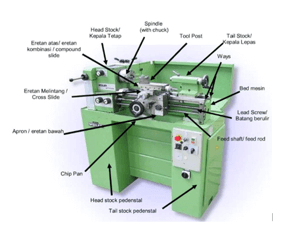
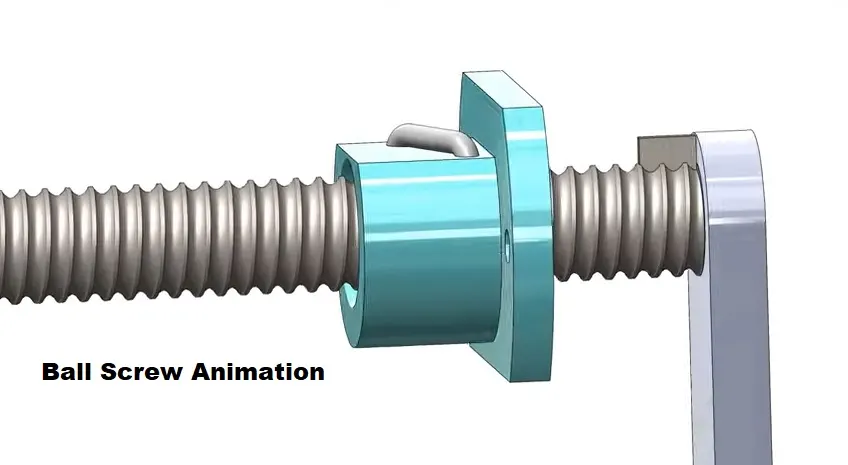
Ball screw adalah komponen mekanis yang mengkonversi gerakan rotasi motor servo menjadi gerakan linear presisi pada sumbu mesin CNC. Berbeda dari lead screw konvensional yang mengandalkan gesekan sliding, ball screw menggunakan bantalan bola baja yang berputar di antara screw shaft dan nut, menciptakan gesekan rolling yang jauh lebih rendah. Inilah yang memungkinkan akurasi positioning linear sampai ±0,005 mm dan efisiensi transfer daya hingga 90% lebih tinggi dibanding lead screw biasa. Setiap sumbu gerak di mesin CNC modern, baik X, Y, maupun Z, mengandalkan ball screw sebagai tulang punggung presisinya.
Dampak Backlash dan Positioning Error: Dari Reject Produk hingga Downtime Mahal
Backlash terjadi ketika ada jarak bebas antara bola baja dan jalur ball screw, sehingga ada “lost motion” saat arah gerakan berbalik. Dampaknya nyata dan bisa sangat mahal:
- Dimensi part meleset: kontur yang seharusnya simetris jadi berbeda di sisi approach dan sisi retract.
- Reject rate naik signifikan: pada aplikasi presisi, backlash 0,05 mm sudah cukup membuat lubang atau profil keluar dari toleransi IT7.
- Biaya rework dan scrap: material yang sudah terproses setengah jalan harus dibuang karena dimensi akhir tidak bisa diselamatkan.
- Downtime tidak terduga: ball screw yang tidak dirawat bisa gagal mendadak di tengah produksi, menyebabkan downtime darurat yang jauh lebih mahal dari biaya maintenance rutin.
- Kerusakan komponen sekunder: nut ball screw aus yang dibiarkan terlalu lama merusak permukaan screw shaft, yang artinya bukan hanya nut yang perlu diganti tapi seluruh assembly.
Tanda-Tanda Awal Ball Screw Perlu Maintenance
Jangan tunggu mesin sudah tidak bisa produksi baru bertindak. Kenali tanda peringatan dini ini:
- Suara tidak normal: bunyi berdecit, berderak, atau grinding saat sumbu bergerak, terutama saat akselerasi atau deselarasi.
- Getaran sumbu: vibrasi yang terasa di meja mesin atau terdeteksi di permukaan benda kerja sebagai chatter marks.
- Hasil dimensi meleset konsisten: part yang sebelumnya selalu on-spec mulai konsisten meleset di satu arah atau pada fitur tertentu.
- Peningkatan current motor servo: kontroler mendeteksi motor butuh arus lebih besar dari biasanya untuk menggerakkan sumbu, tanda gesekan meningkat.
- Backlash terdeteksi saat test dengan dial indicator: jika kamu sudah bisa merasakan “main-main” saat mendorong meja dengan tangan ringan, itu sudah terlambat untuk pencegahan, waktunya perbaikan segera.
Faktor Penyebab Utama Backlash dan Positioning Error pada Ball Screw
Wear dan Tear Alami: Bagaimana Gesekan dan Siklus Kerja Memperpendek Umur Ball Screw
Tidak ada ball screw yang awet selamanya. Setiap siklus gerak menghasilkan fatigue kontak di titik di mana bola baja bersentuhan dengan jalur (raceway). Seiring jutaan siklus, material di raceway mulai terkelupas dalam skala mikro, diameter efektif bola sedikit berkurang, dan preload yang tadinya presisi mulai menghilang. Ball screw dengan beban berat seperti sumbu Z yang menahan berat spindle dan kepala mesin biasanya aus lebih cepat dibanding sumbu X atau Y. Umur tipikal ball screw industri berkisar 10.000-20.000 jam operasi dalam kondisi ideal, tapi tanpa maintenance yang benar angka itu bisa turun drastis ke 3.000-5.000 jam.
Kegagalan Lubrikasi dan Kontaminasi: Debu, Chip, dan Cairan Pendingin yang Memperparah Aus
Ini adalah penyebab nomor satu ball screw rusak lebih cepat dari seharusnya. Kegagalan lubrikasi bisa berupa:
- Grease mengering atau habis: interval pelumasan yang tidak diikuti dengan baik.
- Grease terkontaminasi: chip baja atau aluminium yang masuk ke area nut mencampur grease dan berubah jadi abrasive compound yang justru mengamplasi raceway dari dalam.
- Cairan pendingin masuk: coolant yang bersifat water-soluble mencuci grease dan meninggalkan area raceway tanpa pelumasan sama sekali.
- Wiper dan seal rusak: komponen karet pelindung di ujung nut yang aus membuka jalan masuk kontaminan langsung ke raceway.
Loss of Preload, Thermal Expansion, dan Misalignment: Penyebab Tersembunyi yang Sering Terlewat
Tiga faktor ini sering jadi penyebab positioning error yang membingungkan karena tidak ada tanda-tanda keausan fisik yang jelas:
| Penyebab | Mekanisme | Dampak | Cara Deteksi |
|---|---|---|---|
| Loss of Preload | Preload awal pabrik berkurang karena aus mikro | Backlash muncul meski komponen masih kelihatan bagus | Ukur backlash dengan dial indicator |
| Thermal Expansion | Screw memanjang saat panas operasi | Positioning drift seiring mesin memanas | Bandingkan akurasi saat cold start vs setelah 2 jam operasi |
| Misalignment | Sumbu bearing support tidak sejajar screw | Beban tidak merata, aus asimetris, suara tidak normal | Cek kesejarisan dengan alignment tool atau dial test indicator |
Panduan Langkah demi Langkah Maintenance Ball Screw yang Efektif
Prosedur Pembersihan dan Inspeksi Visual: Apa yang Harus Dicek dan Alat Bantu yang Dibutuhkan
Sebelum mulai, siapkan alat berikut: kain microfiber bersih, contact cleaner atau mineral spirits, kuas kecil, senter atau borescope, dan dial indicator dengan magnetic base.
- Matikan mesin dan pastikan sumbu dalam posisi aman sebelum menyentuh komponen apapun.
- Lepas atau buka penutup way cover untuk mendapatkan akses visual ke screw shaft dan nut.
- Bersihkan grease lama dan kontaminan dari permukaan screw shaft dengan kain microfiber yang dibasahi contact cleaner. Gerakkan secara manual perlahan sambil membersihkan sepanjang shaft.
- Inspeksi visual screw shaft: cari tanda pitting (bintik-bintik kecil bekas spalling), goresan memanjang, atau perubahan warna akibat panas berlebih.
- Cek kondisi wiper dan seal nut: komponen karet yang retak atau aus harus langsung diganti karena ini garis pertahanan pertama dari kontaminasi.
- Ukur backlash dengan dial indicator: tempel dial indicator di meja, gerakkan sumbu perlahan sampai meja bergerak, lalu balik arah. Jarak dari saat motor bergerak sampai meja ikut bergerak adalah nilai backlash aktual.
Backlash allowable untuk aplikasi presisi umum = ±0,02 mm. Di atas nilai ini, pertimbangkan adjustment preload atau penggantian komponen.
- Cek kekencangan bearing support di kedua ujung screw. Kocok ringan dengan tangan, tidak boleh ada play sama sekali.
Baca juga :
– Cara Memilih Ball Screw CNC
– Backlash Pada Mesin CNC
Teknik Lubrikasi yang Benar: Pemilihan Grease/Oil, Interval, dan Metode Aplikasi
Lubrikasi yang salah sama buruknya dengan tidak melumasi sama sekali. Ikuti panduan ini:
Pemilihan lubricant:
- Grease berbasis lithium kompleks (NLGI Grade 2): pilihan paling umum dan aman untuk ball screw general purpose. Contoh: THK AFF Grease, SKF LGMT 2.
- Oil recirculation: untuk mesin dengan sistem oil mist atau centralized lubrication, gunakan ISO VG 68-100.
- Jangan campur dua jenis grease berbeda tanpa membersihkan grease lama terlebih dahulu karena beberapa base oil tidak kompatibel dan hasilnya justru lebih buruk dari tidak dilumasi.
Interval lubrikasi berdasarkan jam operasi:
| Kondisi Operasi | Interval Grease | Interval Cek Visual |
|---|---|---|
| Ringan (1 shift, beban rendah) | Setiap 2.000 jam | Setiap 500 jam |
| Sedang (2 shift, beban normal) | Setiap 1.000 jam | Setiap 300 jam |
| Berat (3 shift, beban tinggi) | Setiap 500 jam | Setiap 150 jam |
| Lingkungan kotor/banyak chip | Setiap 300 jam | Setiap 100 jam |
Metode aplikasi:
- Bersihkan grease lama sampai bersih sebelum mengisi grease baru.
- Isi nipple grease di nut menggunakan grease gun dengan tekanan sedang, jangan terlalu kencang.
- Jumlah grease tipikal per nut: 2-5 gram tergantung ukuran. Terlalu banyak grease juga buruk karena menciptakan hambatan dan panas berlebih.
- Setelah pengisian, jalankan sumbu bolak-balik beberapa kali untuk mendistribusikan grease secara merata.
Pengecekan dan Adjust Preload, Re-tensioning, dan Kapan Harus Ganti Komponen
Preload adalah gaya tekan awal yang diberikan antara bola dan raceway untuk menghilangkan backlash dan meningkatkan kekakuan. Preload yang tepat adalah kunci akurasi, tapi preload yang terlalu tinggi justru mempercepat keausan.
Langkah pengecekan dan adjustment preload:
- Ukur torsi putar screw shaft dengan torque wrench saat nut tidak berbeban. Nilai referensi tersedia di datasheet ball screw.
- Jika torsi sudah jauh di bawah spesifikasi, preload sudah hilang dan perlu adjustment atau penggantian.
- Pada double-nut ball screw, preload bisa di-adjust dengan mengubah posisi spacer di antara dua nut. Ini pekerjaan yang butuh ketelitian tinggi dan sebaiknya dilakukan oleh teknisi berpengalaman.
Kapan harus ganti komponen:
- Backlash melebihi 0,05 mm dan tidak bisa dikurangi dengan adjustment preload.
- Ada pitting atau spalling yang terlihat di raceway screw shaft.
- Suara grinding persisten meski sudah dilumasi ulang dengan grease baru.
- Torsi putar shaft naik drastis atau tidak merata sepanjang stroke (tanda raceway rusak tidak merata).
- Nut ball screw longgar dari housing-nya.
Best Practices, Troubleshooting, dan Jadwal Preventive Maintenance
5 Kesalahan Maintenance yang Justru Mempercepat Kerusakan Ball Screw
- Menambahkan grease baru di atas grease lama yang sudah kotor: grease lama yang sudah terkontaminasi chip tetap ada di dalam nut dan terus mengamplasi raceway. Selalu bersihkan dulu sebelum mengisi grease baru.
- Menggunakan grease yang salah atau terlalu banyak: grease gemuk (terlalu kental) atau terlalu banyak volume menyebabkan churning, panas berlebih, dan justru mendorong bola keluar dari jalur optimalnya.
- Mengabaikan kebocoran coolant ke area way cover: banyak teknisi membiarkan coolant rembes karena “tidak terlihat bermasalah”. Padahal coolant yang sudah mencuci grease membuat ball screw beroperasi nyaris tanpa pelumasan.
- Mengencangkan bearing support terlalu kuat: over-torque pada bearing support menciptakan preload paksa yang tidak terkontrol, meningkatkan suhu operasi dan mempercepat kelelahan material.
- Mengandalkan kompensasi backlash parameter CNC sebagai solusi permanen: parameter backlash compensation di kontroler hanya menutupi gejala, bukan memperbaiki penyebabnya. Ball screw yang aus tetap aus dan akan terus memburuk.
Flowchart Troubleshooting Cepat: Dari Gejala ke Solusi
Gejala Terdeteksi
|
├── SUARA TIDAK NORMAL
| |
| ├── Berdecit/grinding → Cek lubrikasi → Grease habis/kotor → Lubrikasi ulang
| | → Grease OK → Cek kontaminasi → Bersihkan/ganti seal
| └── Ketukan beraturan → Cek screw shaft → Ada pitting/flat spot → Ganti shaft
|
├── DIMENSI MELESET / POSITIONING ERROR
| |
| ├── Ukur backlash → Di atas 0.02mm → Cek preload → Kurang → Adjust / ganti nut
| | → OK → Cek thermal → Tambah warm-up time
| └── Konsisten satu arah → Cek misalignment bearing support → Re-alignment
|
└── GETARAN / CHATTER
|
├── Cek kekencangan bearing support → Kendur → Kencangkan sesuai torsi spesifikasi
└── Bearing support OK → Cek kondisi nut → Aus → Ganti nut assemblyKesimpulan: Konsistensi Preventive Maintenance adalah Investasi Termurah untuk Akurasi Jangka Panjang
Ball screw yang dirawat dengan benar bisa bertahan 2-3 kali lebih lama dari yang dibiarkan hingga bermasalah. Kita semua tahu bahwa harga satu set ball screw pengganti beserta ongkos pemasangan dan downtime produksi bisa mencapai puluhan hingga ratusan juta rupiah. Bandingkan itu dengan biaya grease dan waktu inspeksi rutin yang jauh lebih kecil. Konsistensi preventive maintenance ball screw bukan beban operasional, tapi investasi langsung dalam akurasi, produktivitas, dan umur mesin yang terus memberikan return setiap shift produksi berjalan.
FAQ: Maintenance Ball Screw
Untuk operasi 2 shift dengan beban normal, lakukan lubrikasi grease setiap 1.000 jam operasi dan inspeksi visual setiap 300 jam. Untuk lingkungan yang banyak chip dan coolant, persingkat intervalnya hingga 500 jam untuk grease dan 150 jam untuk inspeksi.
Bisa dilakukan sebagai solusi sementara, tapi tidak direkomendasikan sebagai solusi permanen. Kompensasi parameter hanya menyembunyikan masalah sambil keausan terus terjadi. Ball screw yang sudah aus dengan backlash tidak konsisten bahkan tidak bisa dikompensasi dengan akurat via parameter.
Lead screw menggunakan gesekan sliding sehingga aus lebih cepat, lebih mudah dibersihkan, dan toleran terhadap kontaminasi ringan. Ball screw jauh lebih presisi dan efisien tapi lebih sensitif terhadap kontaminasi dan butuh lubrikasi yang lebih konsisten dan tepat. Konsekuensinya, maintenance ball screw lebih demanding tapi hasilnya akurasi yang jauh lebih tinggi.
Nut ball screw bisa diganti sendiri tanpa mengganti seluruh shaft jika shaft masih dalam kondisi baik. Tapi jika shaft sudah ada pitting atau spalling di raceway, penggantian shaft adalah keharusan karena kerusakan permukaan tidak bisa diperbaiki secara ekonomis.
Tanda paling jelas adalah backlash yang terus meningkat meski sudah adjustment preload berkali-kali, suara grinding yang tidak hilang meski sudah dilumasi, dan torsi putar shaft yang tidak merata atau terlalu tinggi sepanjang stroke. Jika ketiga tanda ini muncul bersamaan, sudah waktunya penggantian assembly.
Mulai dari mana? Buat logbook inspeksi sederhana untuk setiap sumbu mesin CNC kamu, catat tanggal lubrikasi, nilai backlash terukur, dan kondisi visual setiap inspeksi. Data historis ini yang akan memberi tahu kamu kapan ball screw mendekati akhir umurnya sebelum mesin sempat menghasilkan reject.



Please Share This Article