
Pernah tidak, kamu sudah susah payah memprogram mesin CNC dengan teliti, tapi hasil potongannya meleset beberapa milimeter? Rasanya seperti sudah memasak mie instan dengan sempurna, tapi lupa menambahkan bumbu, ada yang kurang, dan hasilnya jauh dari ekspektasi.
Nah, salah satu penyebab paling umum dari masalah ini adalah setting tool offset yang tidak tepat. Buat kamu yang bekerja di bidang pemesinan CNC, memahami tool offset bukan sekadar pengetahuan tambahan, ini adalah fondasi dari akurasi produksi.
Di artikel ini, kita akan bahas tuntas: apa itu tool offset, kenapa fungsinya krusial, jenis-jenisnya, cara setting-nya, sampai kesalahan umum yang sering bikin operator CNC garuk-garuk kepala.
Table of Contents
- Apa Itu Tool Offset pada Mesin CNC
- Fungsi Tool Offset dalam Menjaga Akurasi Pemesinan
- Jenis-Jenis Tool Offset: Length Offset dan Radius Offset
- Cara Setting Tool Offset: Manual dan Otomatis
- Kesalahan Umum dalam Setting Tool Offset dan Cara Menghindarinya
- Setting Tool Offset yang Benar = Produksi yang Efisien
Apa Itu Tool Offset pada Mesin CNC
Tool offset adalah nilai koreksi yang dimasukkan ke dalam sistem kontrol mesin CNC untuk mengkompensasi perbedaan dimensi antar alat potong (cutting tool). Sederhananya, tool offset memberi tahu mesin: “Hei, pahat ini sedikit lebih panjang dari referensi, sesuaikan gerakanmu.”
Setiap alat potong punya dimensi yang berbeda-beda, mulai dari panjang, radius, hingga sudut potong. Tanpa tool offset, mesin CNC tidak bisa mengetahui perbedaan ini secara otomatis. Akibatnya? Dimensi benda kerja bisa meleset, dan dalam kasus terburuk, terjadi tabrakan antara pahat dan benda kerja, yang tentu saja tidak menyenangkan bagi siapa pun.
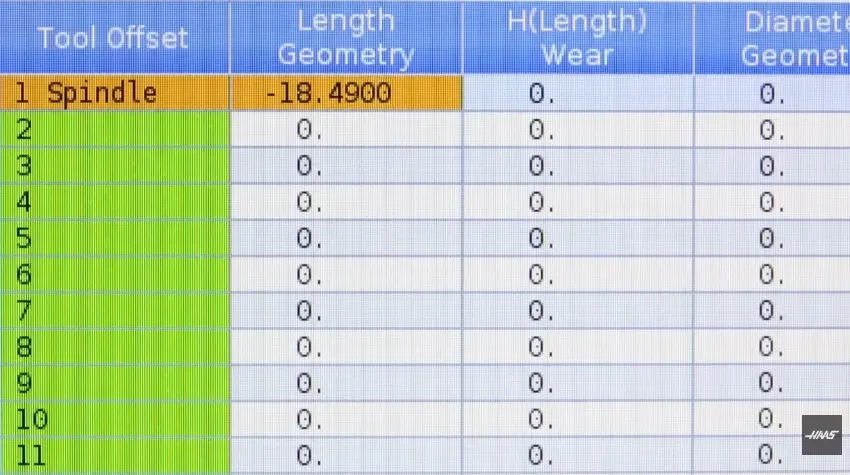
Nilai tool offset biasanya disimpan dalam tabel offset di dalam memori kontroler CNC, seperti Fanuc, Siemens, atau Mitsubishi. Operator atau programmer tinggal memanggil nomor offset yang sesuai dalam program G-code menggunakan kode seperti H (untuk length offset) atau D (untuk radius offset).
Fungsi Tool Offset dalam Menjaga Akurasi Pemesinan
Kenapa tool offset begitu penting? Berikut fungsi utamanya yang perlu kamu pahami:
- Mengkompensasi perbedaan panjang pahat. Setiap pahat baru yang dipasang punya panjang yang sedikit berbeda. Tool offset memastikan ujung pahat selalu berada di posisi yang benar relatif terhadap benda kerja.
- Menjaga konsistensi dimensi produk. Dengan offset yang tepat, setiap part yang diproduksi akan memiliki dimensi yang seragam, bahkan ketika pahat diganti di tengah proses produksi.
- Memudahkan penggantian pahat tanpa reprogram ulang. Operator tidak perlu mengubah program G-code setiap kali mengganti pahat, cukup update nilai offset-nya saja.
- Mengkompensasi keausan pahat (tool wear). Seiring penggunaan, pahat akan aus dan dimensinya berubah. Dengan penyesuaian wear offset, kamu bisa tetap menjaga akurasi tanpa harus langsung mengganti pahat.
- Mencegah tabrakan (collision) antara pahat dan fixture atau benda kerja. Nilai offset yang akurat membantu sistem kontrol menghitung gerakan pahat dengan aman.
Singkatnya, tool offset adalah jembatan antara program CNC yang ideal dengan kondisi nyata di lantai produksi.
Jenis-Jenis Tool Offset: Length Offset dan Radius Offset
Ada dua jenis tool offset yang paling sering digunakan dalam pemesinan CNC:
1. Tool Length Offset (TLO)
Tool Length Offset mengkompensasi perbedaan panjang pahat sepanjang sumbu Z. Ini adalah jenis offset yang paling umum digunakan pada mesin milling CNC.
Cara kerjanya sederhana: mesin menggunakan satu titik referensi (biasanya permukaan meja atau titik referensi spindle), lalu mengukur seberapa jauh ujung pahat dari titik tersebut. Selisihnya dicatat sebagai nilai length offset.
Dalam program G-code, length offset dipanggil menggunakan:
- G43 untuk mengaktifkan tool length compensation (positif)
- G44 untuk mengaktifkan tool length compensation (negatif)
- G49 untuk menonaktifkan tool length compensation
- H adalah nomor registrasi offset yang menyimpan nilai panjang pahat
2. Tool Radius Offset (Cutter Radius Compensation / CRC)
Tool Radius Offset mengkompensasi radius pahat saat melakukan kontur atau profil cutting. Tanpa kompensasi ini, jalur pahat akan mengikuti garis program secara tepat, padahal yang memotong adalah tepi pahat, bukan titik tengahnya.
Kode G-code yang digunakan:
- G41 untuk kompensasi radius ke kiri (left cutter compensation)
- G42 untuk kompensasi radius ke kanan (right cutter compensation)
- G40 untuk menonaktifkan radius compensation
- D adalah nomor registrasi yang menyimpan nilai radius pahat
Kapan radius offset dibutuhkan? Saat kamu melakukan finish cut pada kontur atau profil, atau ketika akurasi dimensi akhir sangat kritis. Untuk operasi roughing sederhana, radius offset kadang bisa diabaikan, tapi jangan ambil risiko untuk pekerjaan presisi tinggi.
Cara Setting Tool Offset: Manual dan Otomatis
Ada dua metode utama untuk melakukan setting tool offset, masing-masing dengan kelebihan dan kondisi penggunaan yang berbeda.
Setting Manual
Setting manual cocok untuk workshop kecil atau ketika mesin tidak dilengkapi sensor otomatis. Langkah-langkahnya:
- Pasang pahat pada spindle mesin CNC.
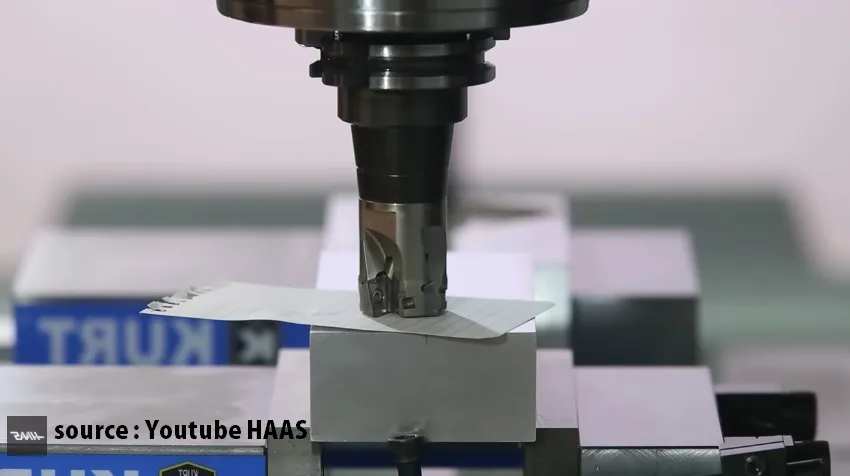
- Gerakkan pahat secara manual (jog mode) hingga ujung pahat menyentuh permukaan referensi, bisa menggunakan kertas tipis atau feeler gauge sebagai indikator.
- Catat posisi Z yang ditampilkan pada layar kontroler.
- Masukkan nilai tersebut ke dalam tabel offset sesuai nomor H yang digunakan dalam program.
- Ulangi untuk setiap pahat yang digunakan dalam program.
Metode ini membutuhkan ketelitian ekstra. Satu kesalahan kecil dalam pembacaan nilai bisa berakibat fatal, mulai dari dimensi yang meleset hingga tabrakan pahat.
baca juga :
– Surface Finish dalam CNC
– Runout pada Spindle CNC
– Panduan Pemesinan CNC Aluminium
Setting Otomatis dengan Tool Setter
Untuk produksi volume tinggi atau ketika akurasi sangat kritis, penggunaan tool setter otomatis adalah solusi terbaik.
- Tool setter (biasanya berbentuk probe atau sensor sentuh) dipasang di meja mesin pada posisi yang sudah diketahui koordinatnya.
- Jalankan program pengukuran : mesin secara otomatis menggerakkan setiap pahat ke arah tool setter.
- Sensor mendeteksi kontak antara ujung pahat dan tool setter, lalu secara otomatis menghitung dan menyimpan nilai offset ke dalam tabel.
- Verifikasi nilai yang tersimpan sebelum menjalankan program produksi.
Keunggulan metode otomatis:
- Lebih cepat : proses pengukuran semua pahat bisa selesai dalam hitungan menit
- Lebih akurat : eliminasi human error dalam pembacaan nilai
- Bisa dijalankan tanpa operator : cocok untuk sistem produksi otomatis atau unmanned machining
Kesalahan Umum dalam Setting Tool Offset dan Cara Menghindarinya
Bahkan operator berpengalaman pun kadang terjebak dalam kesalahan-kesalahan berikut. Pelajari agar kamu tidak mengulanginya:
Memasukkan nilai offset ke nomor H yang salah
Misalnya, pahat nomor 3 seharusnya menggunakan H3, tapi nilainya malah dimasukkan ke H4. Akibatnya, pahat lain yang menggunakan H4 akan bergerak dengan nilai yang salah.
Solusi: Buat sistem pencatatan yang konsisten dan selalu verifikasi nomor H sebelum menjalankan program.
Lupa memperbarui wear offset setelah pahat aus
Pahat yang sudah aus akan memotong lebih dangkal dari yang seharusnya, menghasilkan dimensi yang oversize.
Solusi: Lakukan pengukuran benda kerja secara berkala dan update nilai wear offset sesuai hasil pengukuran.
Tidak menonaktifkan radius compensation (G40) setelah selesai
Jika G41 atau G42 tidak dimatikan dengan G40 di akhir program, kompensasi radius akan tetap aktif pada operasi berikutnya, dengan hasil yang tidak terduga.
Solusi: Jadikan kebiasaan untuk selalu menyertakan G40 di akhir setiap blok kontur atau di awal program baru.
Mengukur panjang pahat dalam kondisi spindle panas
Ekspansi termal bisa mengubah dimensi pahat dan spindle. Mengukur dalam kondisi dingin versus panas bisa menghasilkan selisih yang signifikan pada pekerjaan presisi tinggi.
Solusi: Lakukan warm-up spindle terlebih dahulu, atau gunakan sistem tool setter yang mampu mengkompensasi perubahan termal.
Tidak melakukan test run (dry run) setelah setting
Langsung menjalankan program dengan benda kerja nyata tanpa verifikasi adalah kebiasaan yang berisiko tinggi.
Solusi: Selalu lakukan dry run atau single block execution untuk memverifikasi gerakan pahat sebelum produksi dimulai.
Setting Tool Offset yang Benar = Produksi yang Efisien
Tool offset bukan detail kecil yang bisa diabaikan, ini adalah salah satu elemen paling fundamental dalam pemesinan CNC yang akurat. Pemahaman yang solid tentang tool offset akan langsung berdampak pada kualitas produk, efisiensi produksi, dan umur pakai pahat.
Mulai dari memahami perbedaan length offset dan radius offset, menguasai metode setting manual maupun otomatis, hingga menghindari kesalahan-kesalahan umum yang sudah dibahas, semuanya berkontribusi pada hasil pemesinan yang konsisten dan presisi.
Kalau kamu masih dalam tahap belajar, jangan khawatir. Setiap operator CNC yang handal pasti pernah melakukan kesalahan setting di awal karirnya. Yang terpenting adalah terus belajar, selalu verifikasi sebelum produksi, dan jangan malas mencatat nilai offset dengan rapi.
Semoga artikel ini membantu kamu bekerja lebih percaya diri di depan mesin CNC. Kalau ada pertanyaan atau pengalaman menarik seputar tool offset, bagikan di kolom komentar, siapa tahu bisa jadi pelajaran berharga buat sesama operator!



Please Share This Article
