
Frais (milling) merupakan keterampilan dasar dalam dunia permesinan, baik untuk membuat komponen custom, memperbaiki mesin, maupun membuat prototipe. Namun, sebelum Anda bisa menghasilkan potongan yang presisi dan bersih, ada satu langkah kritis yang harus dikuasai: memilih end mill yang tepat.
Dalam panduan komprehensif ini, berdasarkan prinsip-prinsip dasar frais dari video edukatif, kami akan menjelaskan secara lengkap cara memilih, memasang, dan menggunakan end mill pada mesin frais manual. Mulai dari kompatibilitas material, geometri flute, strategi roughing, hingga teknik finishing, semuanya dibahas tuntas. Kami juga akan menjelaskan perbedaan antara climb cutting dan conventional cutting, konsep penting yang sering membingungkan, namun sangat menentukan keberhasilan pengerjaan Anda.
Setelah membaca artikel ini, Anda tidak hanya tahu end mill mana yang harus dipilih, tetapi juga mengapa, dan bagaimana menggunakannya untuk hasil yang profesional.
baca juga : Perbedaan Endmill dan Drill Bit
Mengapa Pemilihan End Mill Sangat Penting?
Memilih end mill yang salah bukan hanya tidak efisien, bisa merusak benda kerja, membuat pahat tumpul atau patah, dan mengurangi akurasi dimensi.
End mill yang tepat memberikan:
- Potongan bersih dan bebas burr
- Umur pahat lebih panjang
- Hasil permukaan lebih halus
- Getaran mesin berkurang
- Dimensi fitur akurat
Seperti disebutkan dalam transkrip: “Pelajaran ini tidak benar-benar dipahami sampai Anda mengerjakan banyak proyek berbeda, tapi sebagai aturan dasar, saya akan beri tahu apa yang perlu Anda ketahui.”
Mari kita uraikan aturan-aturan tersebut.
Langkah 1: Identifikasi Material Benda Kerja
Faktor pertama dan paling penting dalam memilih end mill adalah material yang akan Anda frais.
Aturan: Sesuaikan material end mill dengan material benda kerja.
Padanan Umum Material:
- Aluminium & Plastik → End mill High-Speed Steel (HSS)
- Baja, Stainless Steel, atau Paduan Keras → End mill Karbida
Mengapa? Karbida lebih keras, tahan panas, dan mempertahankan ketajaman lebih lama saat memotong material keras seperti baja. HSS, meski lebih murah dan ulet (tidak mudah patah), cepat tumpul saat digunakan pada baja.
💡 Tips Pro: Dalam contoh video, material yang dikerjakan adalah baja canai dingin (cold-rolled steel), sehingga end mill HSS langsung dikesampingkan: “High-speed steel tidak cocok… disarankan menggunakan karbida untuk baja.”
Langkah 2: Tentukan Panjang Flute yang Dibutuhkan
Panjang flute adalah bagian pemotong dari end mill. Harus cukup panjang untuk mencapai kedalaman potong yang diinginkan, tapi jangan terlalu panjang.
Wawasan Kunci: “Sangat tidak bijak memilih end mill dengan panjang flute jauh melebihi kebutuhan… Anda perlu kekakuan dan kekuatan.”
Mengapa Flute Lebih Pendek Lebih Baik:
- Kekakuan lebih tinggi → getaran dan lenturan berkurang
- Hasil permukaan lebih baik
- Risiko patah berkurang
- Evakuasi serpihan lebih efisien
Dalam contoh, kedalaman potong adalah 0,700 inci, sehingga end mill berdiameter ½ inci dengan panjang flute sekitar 1 inci sudah ideal. End mill ¾ inci dengan flute 2 inci berlebihan, mahal dan terlalu lentur.
⚠️ Peringatan: Memotong hanya dengan ujung flute yang panjang menyebabkan hasil buruk dan keausan dini. End mill dirancang untuk memotong sepanjang seluruh panjang flute, bukan hanya ujungnya.
Langkah 3: Pilih Diameter yang Tepat
End mill berdiameter lebih besar memberikan kekakuan lebih tinggi dan laju pemotongan material lebih cepat, ideal untuk roughing.
“Kami harus menghilangkan banyak material… semakin besar diameter end mill, semakin kaku.”
Namun, diameter juga harus sesuai dengan ukuran fitur. Anda tidak bisa membuat slot selebar 0,250 inci dengan end mill 0,500 inci.
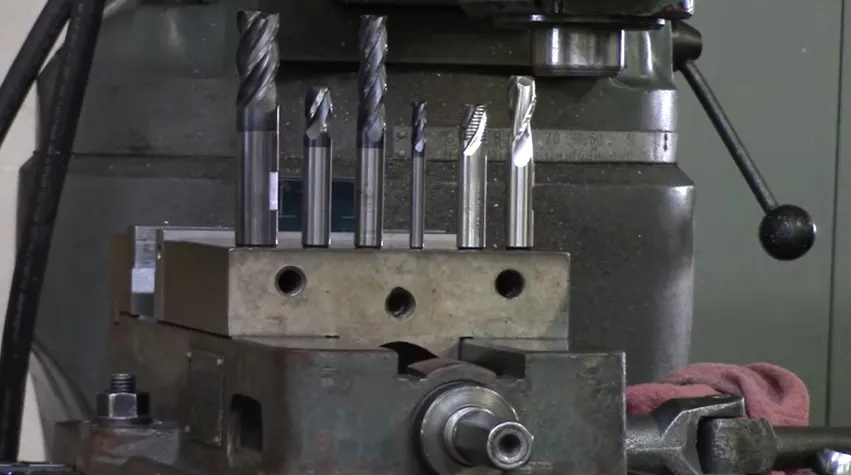
Dalam video, dua takik (notch) akan dibuat. Operator membandingkan end mill karbida ¼ inci dan ½ inci, lalu memilih ½ inci karena:
- Menghilangkan material lebih cepat
- Lebih kaku
- Lebar takik memungkinkan penggunaannya
✅ Praktik Terbaik: Gunakan diameter terbesar yang muat dalam geometri Anda untuk roughing. Gunakan diameter kecil hanya untuk sudut sempit atau finishing.
artikel lainnya : Perbedaan HSS dan Carbide Tool
Langkah 4: Pilih Jumlah Flute yang Tepat
Jumlah flute memengaruhi beban serpihan, kualitas permukaan, dan kecepatan makan:
| Material | Jumlah Flute Disarankan | Alasan |
| Aluminium | 2–3 flute | Evakuasi serpihan besar |
| Baja | 4+ flute | Hasil lebih halus, kecepatan makan tinggi |
| Plastik | 2 flute | Mencegah meleleh |
Untuk roughing baja, end mill karbida 4-flute adalah standar. Dalam video, digunakan end mill 4-flute berdiameter ½ inci, sangat tepat untuk pekerjaan ini.
🔧 Catatan: Jangan gunakan end mill 2-flute HSS pada baja, dirancang untuk material lunak seperti aluminium.
Langkah 5: Pertimbangkan Biaya vs. Kinerja
Ya, end mill karbida berdiameter ½ inci ke atas memang mahal, tapi seringkali sepadan.
“Semakin kecil end mill, semakin murah… tapi kami harus menghilangkan banyak material.”
Strategi Cerdas:
- Gunakan end mill bekas atau reground berdiameter besar untuk roughing
- Simpan end mill baru dan presisi untuk finishing
- Hindari alat yang terlalu besar yang boros uang dan mengurangi kekakuan
Dalam contoh, end mill ¾ inci ditolak, bukan karena tidak bisa digunakan, tapi karena terlalu mahal dan berlebihan untuk potongan sedalam 0,7 inci.
Pemasangan End Mill: Maksimalkan Kekakuan
Setelah memilih alat, pemasangan yang benar sangat krusial.
“Jika Anda menurunkan quill terlalu jauh, kekakuan berkurang… Anda kehilangan kekakuan setiap kali menurunkan quill.”
Praktik Terbaik:
- Tarik quill seminimal mungkin
- Pastikan spindel benar-benar kencang
- Gunakan collet atau holder yang sesuai dengan diameter shank
- Jangan memanjangkan alat lebih dari yang diperlukan
Kekakuan = presisi. Setiap lenturan selama pemotongan menyebabkan getaran, toleransi buruk, dan keausan pahat.
Menyetel Titik Nol (Touching Off): Akurasi Tinggi pada Sumbu Z
Sebelum memotong, Anda harus menyetel titik nol Z (referensi ketinggian pahat).
Dua metode umum:
- Metode kertas tipis (untuk setup sensitif)
- Kontak langsung dengan spindle menyala (seperti dalam video)
“Karena kami memotong material, kami bisa menggunakan end mill, nyalakan spindle, dan sentuh permukaan benda kerja.”
Langkah-langkah:
- Turunkan end mill perlahan hingga menyentuh benda kerja
- Nol-kan DRO (Digital Readout) pada titik ini
- Untuk potongan sedalam 0,700 inci, turunkan ke 0,650 inci untuk menyisakan 0,050 inci untuk finishing
✅ Mengapa sisakan stok? Pass finishing menghilangkan bekas pahat dan mencapai dimensi akhir dengan lenturan minimal.
Climb Cutting vs. Conventional Cutting: Kesalahan #1 dalam Frais Manual
Di sinilah banyak pemula salah. Memahami arah potong sangat penting.
Perbedaan Utama:
| Conventional Cutting | Climb Cutting |
| Putaran pahat berlawanan arah makan | Putaran pahat searah arah makan |
| Ketebalan serpihan: tipis → tebal | Ketebalan serpihan: tebal → tipis |
| Lebih aman pada mesin manual | Disukai pada mesin CNC |
| Gaya tarik pada benda kerja kecil | Bisa menarik benda kerja ke arah pahat |
“Pada mesin manual, pastikan Anda menggunakan conventional cutting, bukan climb cutting.”
Mengapa Conventional Cutting Lebih Aman pada Mesin Manual:
- Mencegah pahat menarik meja (dan benda kerja) ke dalam alat
- Mengurangi risiko patah pahat atau pergeseran benda kerja
- Lebih mudah dikendalikan secara manual
Dalam video, spindle berputar searah jarum jam. Saat meja bergerak kiri ke kanan, itu adalah conventional cutting. Jika bergerak kanan ke kiri, itu climb cutting, berbahaya pada mesin manual.
🛑 Jangan pernah climb cutting pada mesin manual kecuali setup sangat aman dan pass sangat ringan.
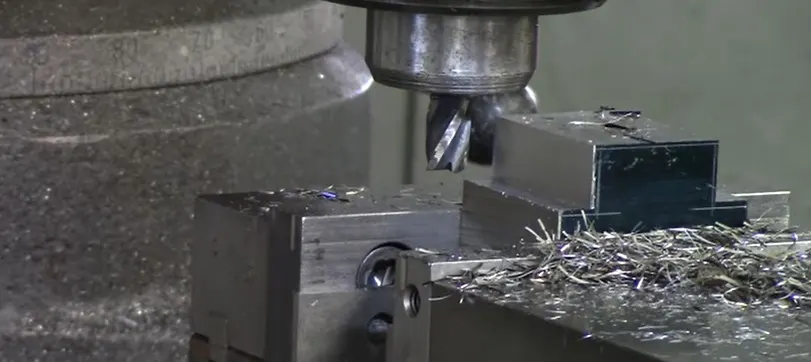
Strategi Roughing: Hilangkan Material Secara Efisien
Dengan alat terpasang dan titik nol ditetapkan, saatnya roughing.
Tips Roughing:
- Gunakan potongan lebar penuh (misal: 0,500 inci dengan end mill 0,500 inci)
- Lakukan pass aksial dalam (misal: 0,650 inci sekaligus jika kekakuan memungkinkan)
- Pertahankan kecepatan makan konsisten, jangan berhenti di tengah potong
- Dengarkan suara: dengung halus = baik; berisik = terlalu lambat atau pahat tumpul
“Jika Anda tidak menjaga aliran konsisten, pahat hanya akan menggosok material… dan cepat tumpul.”
Tujuan: hilangkan material sebanyak mungkin, sisakan 0,030–0,050 inci untuk finishing.
Finishing: Capai Dimensi Presisi
Setelah roughing, lakukan pass finishing ringan (kedalaman 0,010–0,020 inci).
Cara Finishing yang Akurat:
- Selesaikan satu sisi sepenuhnya (misal: dinding kiri takik)
- Gunakan mikrometer kedalaman (DEP mic) untuk memverifikasi:
- Jarak dari tepi referensi ke permukaan potong
- Kedalaman dari permukaan atas ke dasar takik
- Lakukan pass “skinning” ringan hingga dimensi sesuai gambar
- Ulangi untuk sisi seberang, gunakan sisi yang sudah jadi sebagai referensi
“Karena sisi kiri sudah selesai, sisi kanan sekarang bisa menggunakan sisi kiri sebagai acuan pengukuran.”
Alat Ukur:
- Mikrometer Kedalaman: Untuk mengukur kedalaman dan step
- Jangka Sorong: Untuk pengecekan cepat lebar (toleransi ±0,005 inci)
- Dial Indicator: Untuk alignment dan runout
🔍 Tips Pro: Selalu ukur dari tepi datum yang ditentukan pada gambar kerja. Jangan asumsikan simetris!
baca juga : Perawatan dan Penyimpanan Cutting Tool
Penutup: Latihan Membuat Sempurna
Seperti dikatakan instruktur: “Pelajaran ini tidak benar-benar dipahami sampai Anda mengerjakan banyak proyek berbeda.”
Namun dengan fondasi ini, Anda bisa menghindari kesalahan umum dan membangun kepercayaan diri lebih cepat. Ingatlah:
✅ Gunakan karbida untuk baja
✅ Sesuaikan panjang flute dengan kedalaman potong
✅ Pilih diameter lebih besar untuk roughing
✅ Selalu conventional cutting pada mesin manual
✅ Sisakan stok untuk finishing
✅ Ukur dari datum yang benar
Prinsip-prinsip ini berlaku universal, bahkan saat menggunakan end mill radius, ball nose, atau alat khusus lainnya.
Pertanyaan Umum (FAQ)
Tidak disarankan. End mill 2-flute untuk aluminium/plastik. Gunakan 4+ flute untuk baja.
Sekitar 2.200 RPM untuk end mill karbida ½ inci (seperti dalam video). Sesuaikan dengan rekomendasi pabrikan.
Video tidak menggunakan oli, tapi coolant cair atau kabut memperpanjang umur pahat dan memperbaiki hasil, terutama pada baja.
Bisa menarik benda kerja ke arah pahat, menyebabkan getaran, ketidakakuratan, atau kecelakaan.
Kesimpulan
Menguasai pemilihan end mill dan teknik frais manual adalah tonggak penting bagi setiap teknisi mesin. Dengan memahami kompatibilitas material, geometri pahat, arah potong, dan strategi finishing, Anda akan menghasilkan komponen berkualitas tinggi dengan lebih sedikit kesalahan dan waktu terbuang.
Mulailah dengan fondasi ini, latih pada sisa material baja, dan segera Anda akan secara intuitif tahu end mill mana yang harus diambil, dan bagaimana menggunakannya seperti ahli.
Demikian artikel singkat mengenai Cara Memilih & Menggunakan End Mill pada Mesin Frais, semoga bermanfaat. simak artikel kami lainnya dibawah ini :


Please Share This Article
