
Posisi Pengelasan pada tukang di bengkel las atau pengerjaan pengelasan sudah terlalu sering kita lihat di industri pertelevisian bahkan perfilman. Dimana pada scene itu bisa kita lihat ada yang memegang obor pengelasan yang berada di atas kepalanya dibalut dengan gambar yang dramatis, bahkan heroik. Satu-satunya hal yang paling nyata dari apa yang kita lihat di film-film adalah, faktanya pengerjaan pengelasan akan lebih dari itu dengan berbagai macam aspek SOP yang tepat.

Perlu kalian ketahui, bahwa pengelasan yang tepat bukan yang seperti itu lho, karena pengelasan yang tepat dibuat dengan sambungan yang akan dilas diposisikan mendatar dengan obor las yang digerakkan secara horizontal. Sedangkan pada proses pengelasan lain, kami menyebutnya dengan istilah “out-of-position” karena proses pengelasan dengan cara ini akan lebih sulit dilakukan, karena posisi pengelasan pada proses tersebut membutuhkan skill yang cukup besar agar bisa diselesaikan dengan tepat dan akurat.
Jenis Jenis Posisi Pengelasan yang Bisa Kamu Coba !
Posisi pengelasan merujuk pada posisi operator las terhadap benda kerja yang akan dilas. Karena adanya gravitasi, posisi pengelasan operator akan berdampak pada aliran logam pengisi cair. Karena setiap pengelasan memiliki proses yang berbeda tergantung pada posisi tertentu dari operator las.
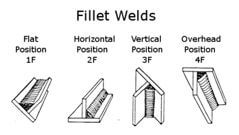
Maka akan sangat penting untuk kalian memahami terlebih dahulu mengenai jenis jenis posisi pengelasan pada proses las. Ada 4 jenis posisi pengelasan yang menjadi dasar pengerjaan pengelasan diantaranya adalah:
Posisi Pengelasan Mendatar
Posisi yang paling mudah dilakukan adalah flat position atau mendatar. Ini dikenal juga dengan istilah down hand position yaitu posisi di bawah tangan. Hal ini memungkinkan seorang welder mengerjakannya berada di atas benda kerja. Hasil lasan pada proses ini merupakan pengerjaan yang lebih mudah dan lebih cepat dilakukan. Dalam 1G dan 1F, angka 1 merujuk pada posisi datar ( flat position ), sedangkan huruf G merupakan singkatan dari weld alur dan huruf F yaitu singkatan dari las fillet.
Horizontal Position
Ini merupakan proses pengelasan dengan arah mendatar dimana arah mengelasnya mengikuti arah garis horizontal. Pada proses ini arah ayunan dan kemiringan elektroda perlu benar-benar diperhatikan karena hal itu akan sangat berpengaruh pada hasil pengelasan. Posisi benda kerja biasanya akan diletakkan dengan posisi berdiri tegak atau sedikit lebih miring dari arah elektroda las. Biasanya posisi pengelasan satu ini lebih banyak diaplikasikan pada proses badan kapal laut arah horizontal.
Vertical Position
Pada posisi pengelasan vertikal, kamu bisa meletakkan sumbu las dengan posisi sedikit vertikal atau bisa juga sepenuhnya vertikal. Tapi, pada umumnya kebanyakan operator las selalu mempraktekkan posisi las dengan posisi horizontal. Karena memang inilah yang termudah dan teraman dari semua jenis posisi pengelasan yang ada. Jadi, pada saat pengelasan dilakukan dengan posisi vertikal, gaya gravitasi akan mendorong logam cair ke bawah.
Karenanya, logam cair pun akan cenderung mengendap. Untuk menghindari hal ini terjadi, maka kamu bisa menggunakan posisi menurun atau vertikal ke atas. Dan untuk menghindari penumpukan logam cair pada posisi vertikal ke atas, kamu harus mengarahkan api ke atas dengan menahannya pada posisi sudut 45˚. Hal ini akan memungkinkan operator las untuk menggunakan bagian bawah benda kerja tetap mengelas pada saat gaya gravitasi terjadi.
Posisi Pengelasan Overhead Position
Bisa dikatakan bahwa overhead position pada posisi pengelasan merupakan posisi yang paling sulit dan paling berbahaya daripada jenis posisi pengelasan lainnya. Kok bisa? Yap, karena pada posisi ini, benda kerja terletak di atas kepala welder. Jadi, sudah bisa kalian bayangkan bukan? Betul sekali. Proses pengelasannya dilakukan di atas kepala operator las ( welder ). Pada prakteknya, pengerjaan las ini dilakukan pada permukaan datar atau bisa juga sedikit miring, tapi posisi benda kerjanya tetap berada di atas kepala dimana letak elektroda ada di bawah benda kerja. Contohnya bisa kamu temukan pada pengelasan atap gudang dan struktur bangunan lainnya.
Apa Saja Hal-Hal yang Harus Diperhatikan Oleh Seorang Welder ?
Sebelum penjelasan berikutnya kita bahas, ada hal yang perlu kamu perhatikan yaitu; menghasilkan weld bead yang sesuai dengan kode dan spesifikasi yang ditentukan, tidak terlalu cembung dan juga tidak terlalu cekung. Di dalam aturan proses pengelasan itu sendiri dinyatakan bahwa weld bead pada las tidak boleh lebih dari satu diameter elektroda tinggi dan tidak lebih dari tiga diameter lebar.
Pahami Hal Berikut Sebelum Mengelas !
Pada saat proses pengelasan di luar dari apa yang telah direncanakan, operator las harus bisa mengandalkan kemampuan mereka agar bisa menghemat bahan pengisi supaya tetap bisa menyelesaikan sambungan pengelasan. Dari sumber yang telah penulis baca, ada seorang bernama Chris Brownlee yang secara teratur telah bekerja sama dengan Hidde, dia adalah CWI yang merupakan teknisi las untuk Weld Specialty Supply Corp yang berbasis di Fond du Lac. Brownlee mengatakan bahwa seorang operator las mampu mengatasi weld puddle dan weld bead dengan cara memanifestasikan beberapa aspek berikut:
- Kamu harus mengurangi arus listrik ( amperage ) sebesar 15% untuk jenis pengelasan out of position.
- Pada dasarnya panjang busur ( arc length ) harus kamu samakan dengan diameter elektroda. Karena tegangan akan berbanding lurus dengan panjang busur. Dalam hal ini, biasanya untuk mengurangi panas saat mengelas mengelas out of position operator las selalu memegang busur yang lebih pendek.
- Direction of travel biasanya dijelaskan dalam hal push/forehand atau drag/pull/backhand. Jenis pengelasan TIG selalu menerapkan teknik push.
- Electrode travel angle merupakan sudut elektroda yang bergerak.
- Memanipulasi elektroda.
- Travel speed.
Walaupun banyak operator welding yang setiap harinya mengerjakan banyak posisi pengelasan, tapi, tetap saja akan sangat sulit untuk melakukan beberapa di antaranya. Semoga penjelasan di atas selalu bermanfaat ya! kalau kamu tertarik untuk membaca lebih lengkap, jangan lupa ikuti kita di facebook, twitter, dan Instagram ya! Bengkel Bubut Teknik Jaya Feel free to ask!
Please Share This Article



